¶ Ender 5 Pro Sprite Extruder Umbau
Zurück zur Übersicht: 3D-Druck-Anleitungen
¶ Benötigte Komponenten
- Sprite-Extruder Pro Upgradekit
- BL-Touch Sensor (wie beim Sprite Extruder vorgesehen)
- Hotend-Schlitten Erweiterung
- Firmware
- Adapter für Frontstrebe
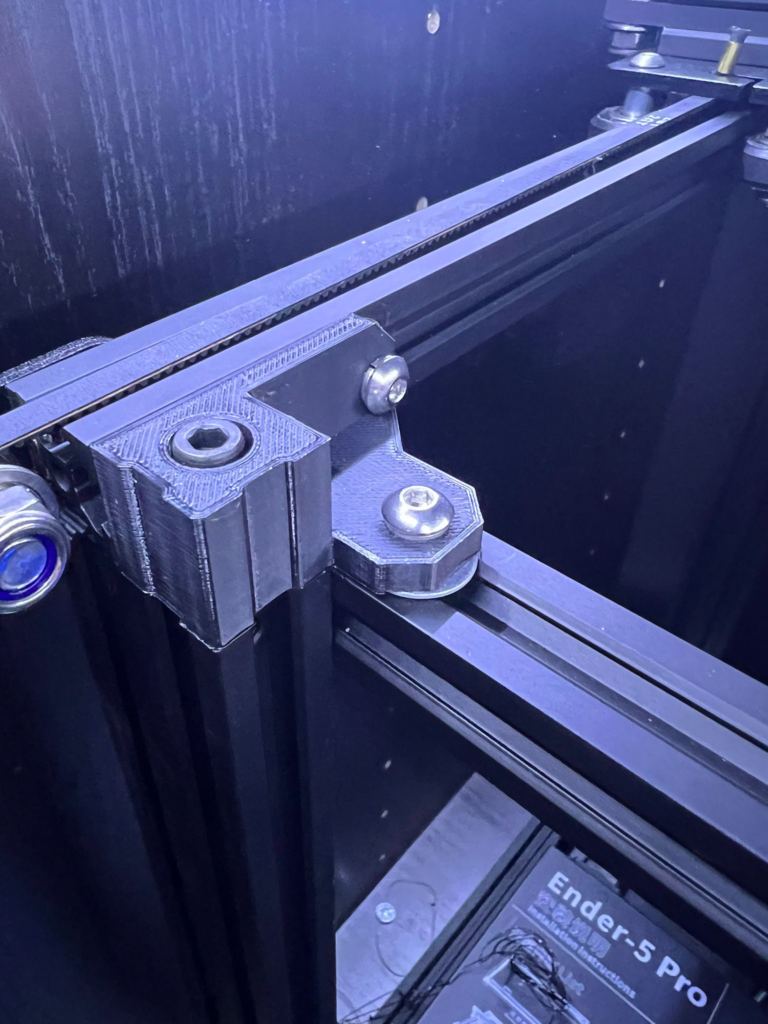
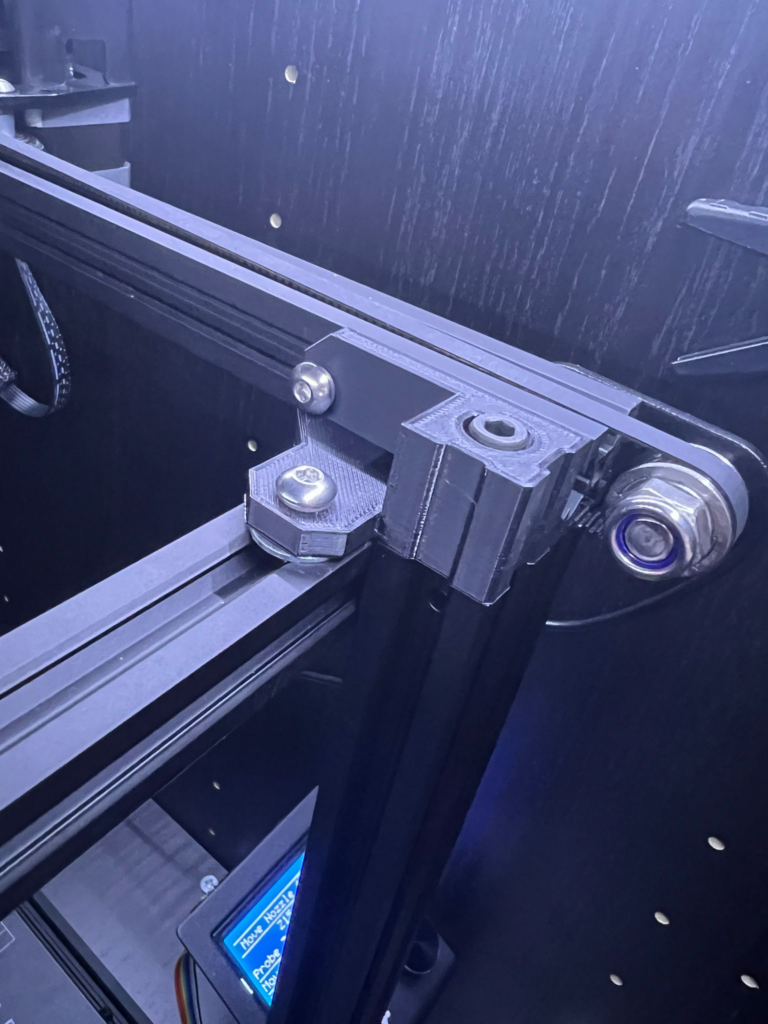
¶ Umbau der Frontstrebe
Drucke zuerst die Adapter für die Frontstrebe und die Hotend-Schlitten-Erweiterung. Ich habe PETG mit einer Layerhöhe von 0,2 mm und 25% Infill verwendet.
Demontiere das bestehende Hotend und die Frontstrebe. Montiere dann die Strebe zusammen mit den Adaptern und den alten Schrauben. (Ich musste zusätzlich eine Unterlegscheibe mit 1 mm Dicke hinzufügen.)
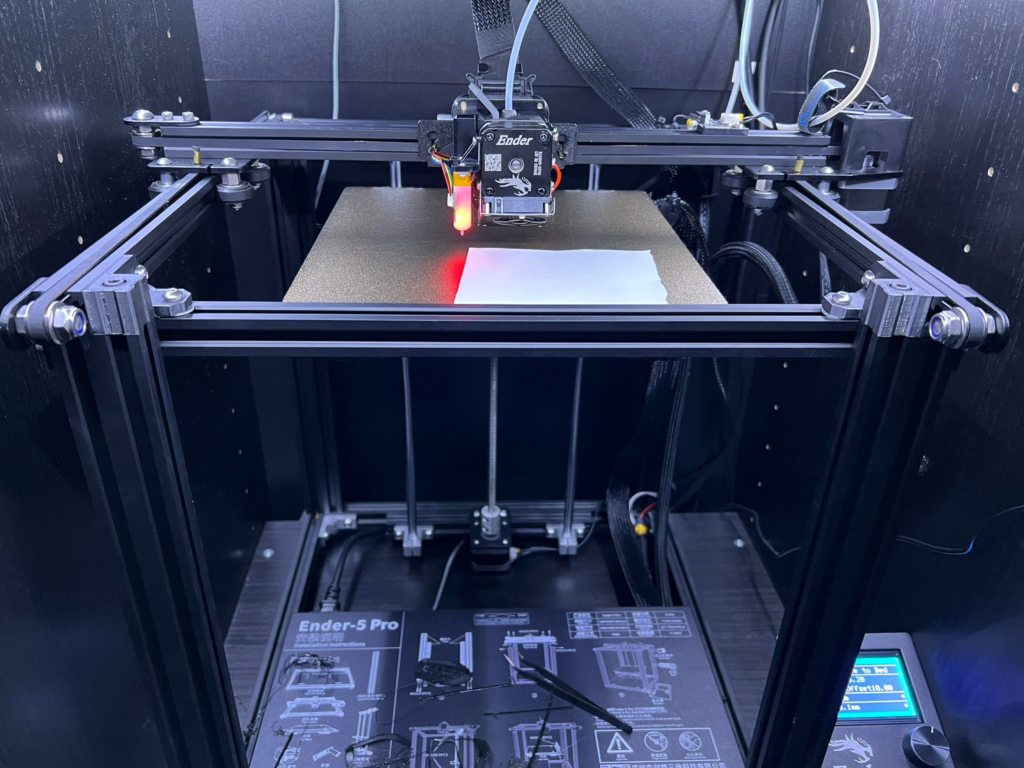
¶ Hotend-Montage
Verschraube die Hotendplatte mit der Rückseite des Schlittens. Hierfür benötigst Du zwei M3x6mm Flachkopf-Senkschrauben. Löse nun das untere Laufrad ab, fädle den Zahnriemen durch die vorgesehenen Löcher und montiere den Schlitten auf der X-Achse. Montiere das untere Laufrad wieder und spanne den Zahnriemen.
Montiere dann das Hotend und verkabel es gemäß der beiliegenden Anleitung.
¶ Anpassung des G-Codes (optional)
Wenn der Originalschlitten nach dem Leveln an der linken Führung anschlägt, kannst Du den G-Code in Deinem Slicer anpassen:
G1 X3.5 Y0 F7200 ; Move to a position in the left front of the bed
Der komplette G-Code sieht dann wie folgt aus:
M117 Heating... ; Zeigt eine Nachricht auf dem LCD
M204 T1250 ; Setzt die Beschleunigung
M221 S{if layer_height<0.075}100{else}100{endif} ; Setzt den Fluss
M104 S140 ; Extruder-Temperatur einstellen
M140 S[first_layer_bed_temperature] ; Heizbett-Temperatur einstellen
G28 X Y ; Home X Y
G1 Y10 ; Positioniert den Extruder
M84 ; Deaktiviert die Motoren
M109 S140 ; Warte auf die Extruder-Temperatur
M280 P0 S160 ; BLTouch Alarm freigeben
G4 P100 ; Verzögerung für BLTouch
G28 ; Home
G29 ; Auto-Leveling
M500 ; Speichern
M104 S[first_layer_temperature] ; Setzt Extruder-Temperatur
G21 ; Setzt die metrischen Werte
G90 ; Absolute Positionierung
M83 ; Relative Distanzen für Extrusion
G1 X3.5 Y0 F7200 ; Positioniert den Extruder in die linke Ecke
G1 Z0.6 ; Bewegt die Düse auf 0.6 mm über das Bett
G91 ; Relative Positionierung
M109 S[first_layer_temperature] ; Warte auf Extruder-Temperatur
M190 S[first_layer_bed_temperature] ; Warte auf Heizbett-Temperatur
G1 F1800 E3 ; Extrusion vorbereiten
G1 Y40 E20 F1000 ; Druckt eine Linie
G92 E0 ; Setzt die Extrusionsdistanz auf 0
G90 ; Wechselt zurück zur absoluten Positionierung
M117 Printing... ; Drucknachricht auf dem LCD